- 2024-06-17 16:27 864
- 产品价格:2000.00 元/盒 起
- 发货地址:天津东丽金钟 包装说明:不限
- 产品数量:9999.00 盒产品规格:不限
- 信息编号:144553187公司编号:13678095
- 王伟 微信 18722280606
- 进入店铺 在线留言 QQ咨询 在线询价
宿迁WE777铸铁焊条价格 生铁焊条 美国进口
- 相关产品:
WEWELDING777(简称威欧丁777)使用工艺提示
1、焊前有必要做适当的表面清理,焊接接头好斜切成一个U形的凹槽。
2、裂纹两端处打止裂孔,以防止焊接过程中裂纹的扩大。
3、修复角度不好时,可以选用WEWELDING100电焊条冷开槽形成有效的U型或者V型坡口。
4、尽量小电流进行焊接,中等弧长,向焊接方向微微倾斜。
5、建议焊道采用短而细的焊珠和窄的横向摆动的焊炬,在停止弧焊之前,填满焊口,通常不需进行热处理,允许零件缓慢冷却。
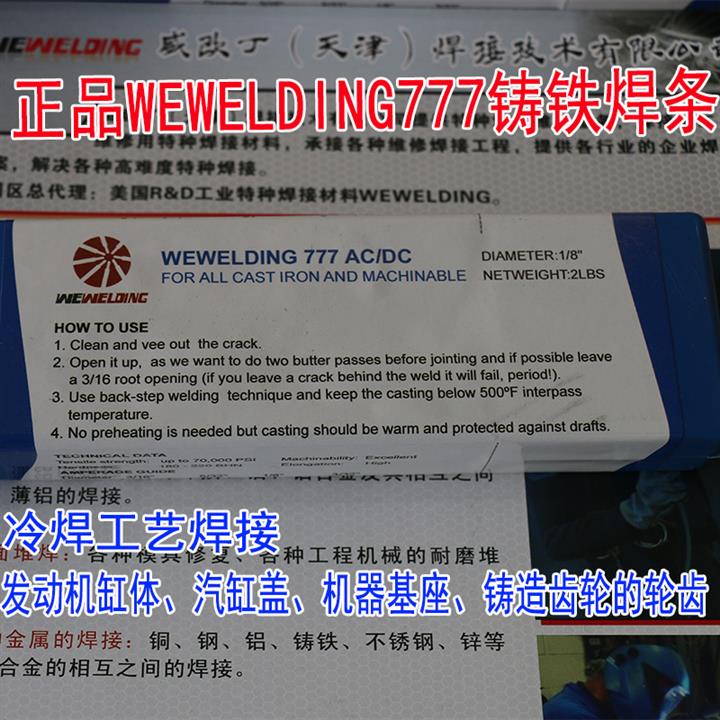
WEWELDING777特种铸铁焊条的应用
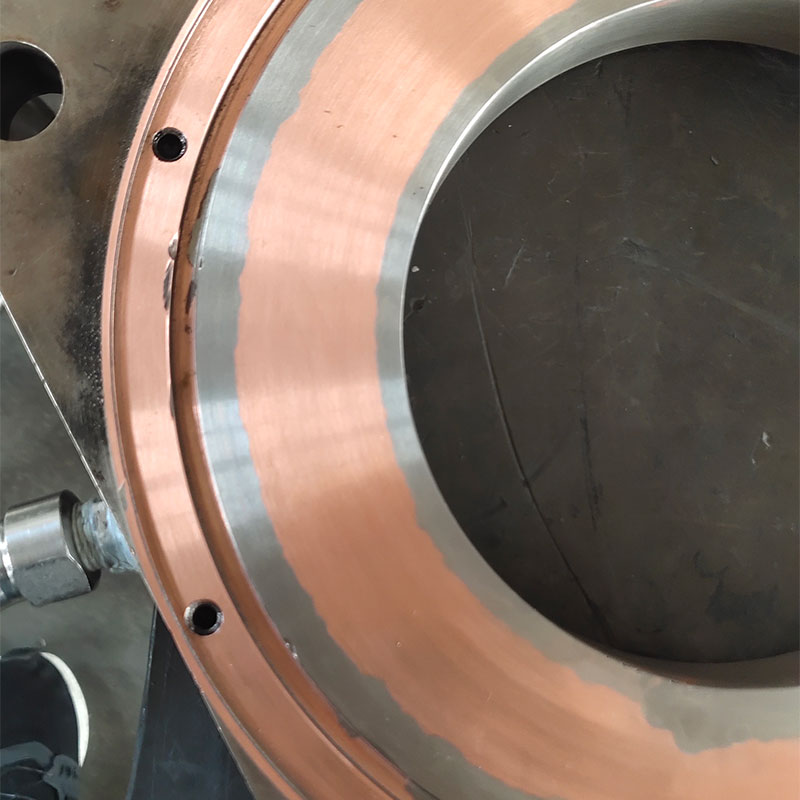
适合*冷焊工艺焊接,可以焊接几乎所有的铸铁母材 ,并且很容易实现铸铁与碳钢的异种焊接,解决如基体断裂、裂纹、磨损、补洞的缺陷,焊接后完全可以进行机械加工,很多场合应用在引擎壳体、汽缸盖、机器基座、铸造齿轮的轮齿等各类铸铁件。
二保焊焊接铸铁是不推荐,特别是在高强度的铸铁匹配或者耐压要求高的时候,还是需要用手把电焊的,通过冷焊工艺的焊接办法,选用抗裂性能优异的进口WEWELDING777特种铸铁焊条焊接,小电流小规范焊接,当然了这只是特别适合重要的铸铁设备的抢修及检修,如果是普通的民用件价值比较低的可以用热焊接法,焊接之前对工件做预热处理,预热后,快速焊接采用便宜的焊条J506快速焊接,保温缓冷也可有一定的成功率。

焊接生铁制品的重点不在于电焊机,当然了电焊机稳定性要好呢,焊机电流输出都不稳的当然不可以了,但是常规的稳定性还可以的电焊机是可以焊接生铁制品的,常规是两种焊接工艺。
不重要的生铁件,预热生铁600度热焊,J506焊后保温缓冷,这样是有一定的成功概率的。
如果是重要的铸铁设备,一般就用特种铸铁焊条了,抗裂性能要保证,所以会选用WEWELDING777铸铁焊条,小电流冷焊工艺焊接,不要预热了,焊接过程控制好热输出。
1、焊前有必要做适当的表面清理,焊接接头好斜切成一个U形的凹槽。
2、裂纹两端处打止裂孔,以防止焊接过程中裂纹的扩大。
3、修复角度不好时,可以选用WEWELDING100电焊条冷开槽形成有效的U型或者V型坡口。
4、尽量小电流进行焊接,中等弧长,向焊接方向微微倾斜。
5、建议焊道采用短而细的焊珠和窄的横向摆动的焊炬,在停止弧焊之前,填满焊口,通常不需进行热处理,允许零件缓慢冷却。

WEWELDING777特种铸铁焊条的应用
适合*冷焊工艺焊接,可以焊接几乎所有的铸铁母材 ,并且很容易实现铸铁与碳钢的异种焊接,解决如基体断裂、裂纹、磨损、补洞的缺陷,焊接后完全可以进行机械加工,很多场合应用在引擎壳体、汽缸盖、机器基座、铸造齿轮的轮齿等各类铸铁件。

二保焊焊接铸铁是不推荐,特别是在高强度的铸铁匹配或者耐压要求高的时候,还是需要用手把电焊的,通过冷焊工艺的焊接办法,选用抗裂性能优异的进口WEWELDING777特种铸铁焊条焊接,小电流小规范焊接,当然了这只是特别适合重要的铸铁设备的抢修及检修,如果是普通的民用件价值比较低的可以用热焊接法,焊接之前对工件做预热处理,预热后,快速焊接采用便宜的焊条J506快速焊接,保温缓冷也可有一定的成功率。

焊接生铁制品的重点不在于电焊机,当然了电焊机稳定性要好呢,焊机电流输出都不稳的当然不可以了,但是常规的稳定性还可以的电焊机是可以焊接生铁制品的,常规是两种焊接工艺。
不重要的生铁件,预热生铁600度热焊,J506焊后保温缓冷,这样是有一定的成功概率的。
如果是重要的铸铁设备,一般就用特种铸铁焊条了,抗裂性能要保证,所以会选用WEWELDING777铸铁焊条,小电流冷焊工艺焊接,不要预热了,焊接过程控制好热输出。









{kind=link}