
- 1254
- 产品价格:2000.00 元/盒 起
- 发货地址:天津东丽金钟 包装说明:不限
- 产品数量:9999.00 盒产品规格:不限
- 信息编号:151984466公司编号:13678095
- 王伟 微信 18722280606
- 进入店铺 在线留言 QQ咨询 在线询价
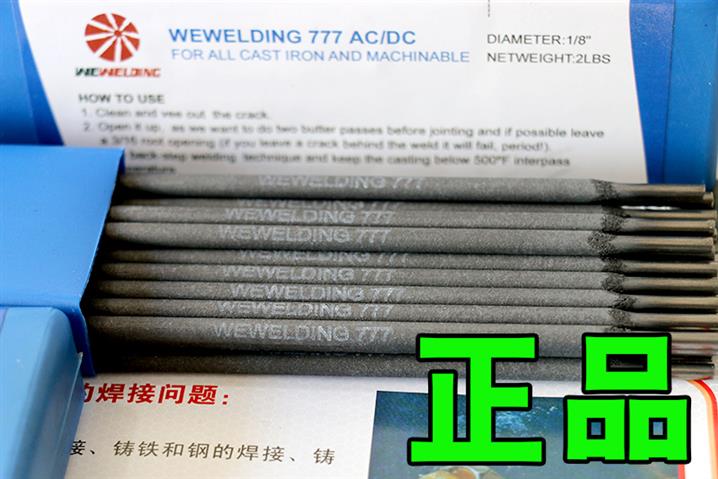
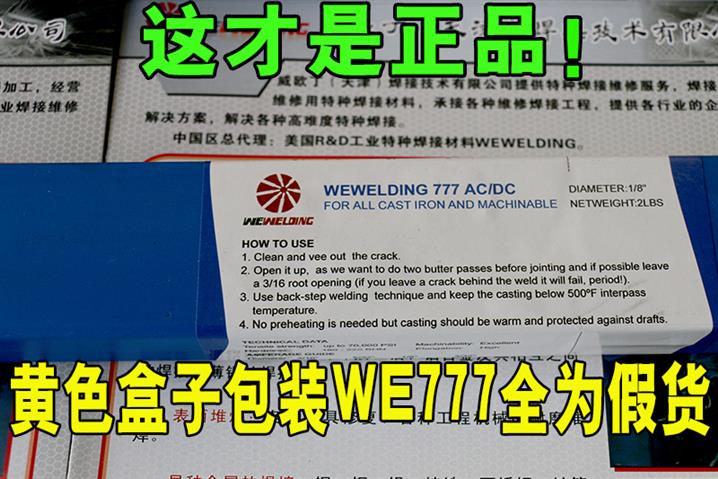
泰安WE777铸铁焊条厂商 WEWELDING777TIG
- 相关产品:

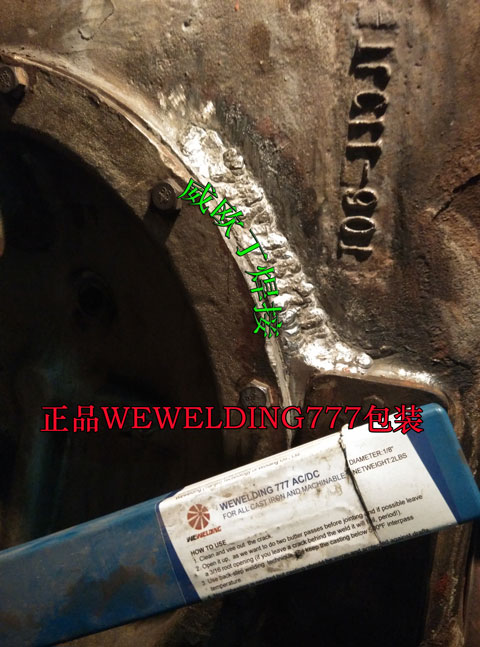
氩弧焊接铸铁能够焊接,但是通常是在一定的小范围内焊接比较适合,比如针眼的缺陷,铸造缺陷,加工小尺寸差等小气孔,小磨损类修复可以,相应的也可以选用氩弧质量抗裂比较好的铸铁氩弧焊丝WEWELDING777TIG,但是如果是铸铁的裂纹,断裂,及大面积磨损修复的话,理想的还是铸铁手工电弧焊接,比如采用抗裂性能特理想的WEWELDING777特种铸铁焊条,相对777TIG氩弧焊丝来说,稳定性会更加好一些。

用不锈钢焊接铸铁是特别不推荐的,特别容易生成昙花铬的硬层,导致裂纹风险,如果说要用不锈钢来焊接铸铁,还不如用碳钢焊条来焊接,焊接过程预热铸铁件600度左右温度,然后快速506碱性碳钢焊条焊接,焊后保温缓冷。
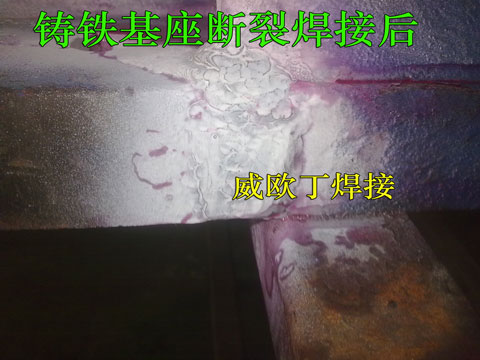
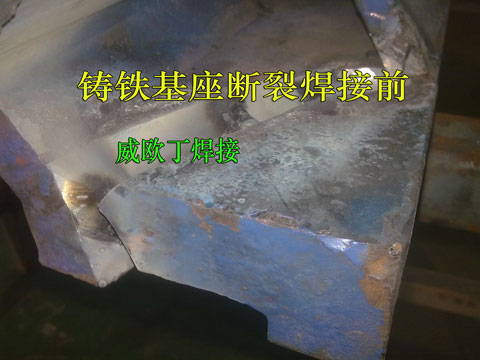
因为你发布的图片来看是一把小件,用热焊还是具备这个条件的,如果是重要的铸铁件也可以用抗裂性能特好的WEWELDING777铸铁焊条焊接,冷焊工艺焊接,省却了加热和焊后保温。
球墨铸铁的焊接特点是焊接后的使用强度要高,焊接过程中热影响过大容易产生裂纹,焊接过程中如果有热焊条件可以采用热条件焊接,常规的会选用J506或308的铸铁焊条焊接,适合非重要铸铁设备的焊接民用件,如果是重要的铸铁设备则建议用冷焊工艺,很多现场不方便用热焊条件焊接的时候使用,焊接材料可以选用高抗裂性能的WEWELDING777特种铸铁焊条。








{kind=link}