

- 2025-03-07 16:27 1164
- 产品价格:1000.00 元/个 起
- 发货地址:天津东丽 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:170497816公司编号:13678095
- 王伟 微信 18722280606
- 进入店铺 在线留言 QQ咨询 在线询价
巴彦淖尔发动机缸体焊接铸铁焊接
- 相关产品:
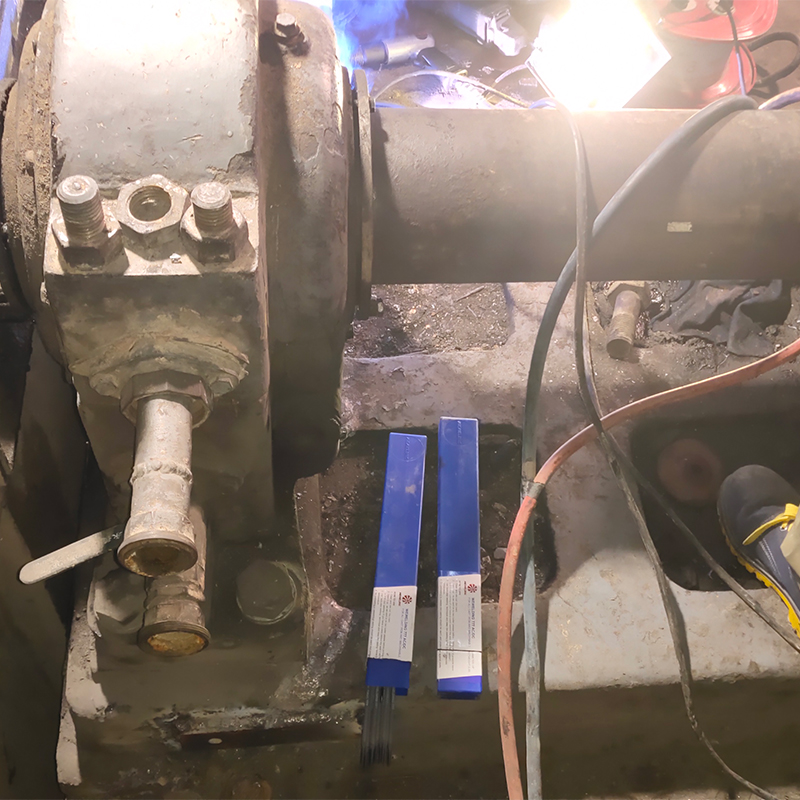
焊接工艺:冷焊接焊接方式:手工电焊焊接材料:进口WEWELDING777焊接设备:威欧丁电焊机焊接强度:48公斤每平方毫米
因为生铁从其特殊的成型方式,及组织结构,含碳量来说是不可以像熟铁那样焊接的,因为焊接的时候应力是总是存在的,晶粒比较粗大,含碳量高,淬火倾向大,当然容易裂纹了,所以重要的生铁件基本上都是采用重要的铸铁焊条来焊接的,并且采用冷焊工艺来焊接的,比如WEWELDING777的铸铁冷焊工艺
生铁焊接不裂开和焊接材料焊接工艺及焊接规范有关系,一般生铁焊接 采用如下几种焊接
1、热焊工艺,用J506的焊条焊接,在焊接之前对母体做550度预热处理,快速焊接后埋石灰堆里面缓冷至常温取出。比较适合小件或者有热处理条件的铸造厂,焊接成本也比较低一些。
2、冷焊工艺,用WEWELDING777铸铁焊条冷焊,让母体时刻保持常温状态,没有太大的高温热影响的前提下焊接,比较适合重要的铸铁设备的检修维修,抗裂性能会更加理想一些。
电机底座断裂了,这个就是铸铁的焊接,如果非重要的可以用J506电焊条焊接预热600度,焊接后保温缓冷。如果重要的话用抗裂性能好的WEWELDING777铸铁焊条,这个是不用预热和保温的,将断裂部位开坡口以后焊接,保证一定的使用高强度。
铸铁掉了一块可以用普通的电焊机焊接的,就是不要胡乱选择焊条焊接,就是要一遍焊接成功,如果来回焊接的话很容把铸铁件报废,这种断口的首先要打好坡口,然后普通的生铁就用普通的铸铁焊条比如308,焊接预热到600度温度,然后焊后保温缓冷减少应力裂纹,如果是非常重要的铸铁设备或者零件,就用高抗裂的WEWELDING777铸铁焊条焊接,这种就不用预热和保温了,因为焊条成本要高一些,所以一般适合修复重要的铸铁零部件或者焊接重要的铸铁设备。











{kind=link}