

- 2025-02-08 16:27 1304
- 产品价格:900.00 元/个 起
- 发货地址:天津东丽 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:203235625公司编号:13678095
- 王伟 微信 18722280606
- 进入店铺 在线留言 QQ咨询 在线询价
204SM 真正的黄铜氩弧焊丝制作 诚信经营
- 相关产品:
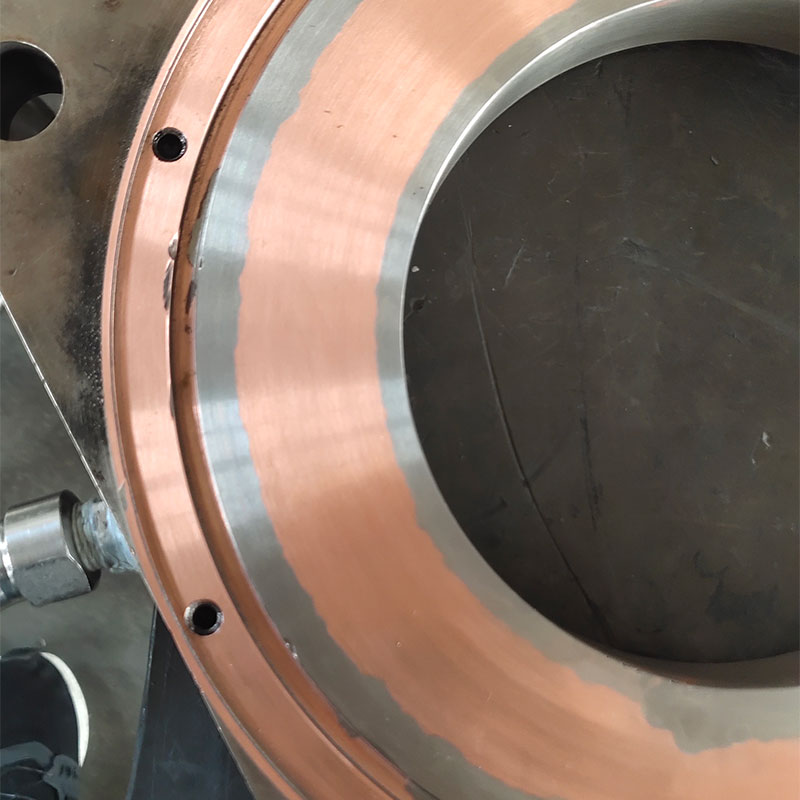
黄铜铸件断裂焊接要用非熔化氩弧焊焊接方法好,材质的选配可以选配适合黄铜用直流氩弧焊焊接的威欧丁204S黄铜氩弧焊丝,而不是选择锡黄铜或者铁黄铜这种含锌量偏高的钎焊焊丝。
焊接规范:
1、需要对铸件做打磨处理,打磨出金属光泽,并且开出单V型坡口,如果角度允许的话,双V型也可以。
2、如果铸件尺寸比较薄的话,选用直流非熔化氩弧焊,如果是厚铸铜件则从成型上可以选择交流非熔化氩弧焊。
3、气体的要求必须要高纯氩保护,焊缝用不锈钢小刷子做好因为熔焊导致表面灰尘的处理。
4、如果是铸铜件比较大,要对铸件做预热处理,选择足够功率的焊机焊接。
威欧丁204S黄铜氩弧焊丝技术参数:
导电率:6-7s.m/mm2
密度:8.7克/立方厘米
固相线:910℃
液相线:1040℃
抗拉强度:320-360N/mm2
延伸率:20-25%
硬度:80-85HB
黄铜与不锈钢焊接常规的焊接就是火焰钎焊,一般选用银钎焊,比如可以用威欧丁203或者A203的两种焊丝焊接,不过焊接黄铜与不锈钢也需要配合助焊膏焊接的。
如果是大一些的结构件则可以选用适合黄铜与不锈钢异种焊接的黄铜氩弧焊丝焊接,比如在铜件厂常采用的威欧丁204S的黄铜氩弧焊丝可以考虑。
工件是钢管黄铜填料这个要用氩弧焊接实际上选对焊丝就是一个迎刃而解的问题了,首先要选用适合焊接钢管的黄铜氩弧焊丝,而这种焊丝不是气焊的比如HS221的焊丝,而是氩弧焊接的比如威欧丁204S黄铜氩弧焊丝,这种是直流氩弧焊机焊接。
氩弧焊焊接黄铜选用适合黄铜氩弧焊接的电源和对应的黄铜氩弧焊丝,特别注意一下,焊接黄铜用的氩弧焊丝不是黄铜气焊的焊丝是氩弧黄铜焊丝,焊接黄铜的时候不会像黄铜气焊焊丝那样有炸烟现象,操作手法通过点添丝的方法焊接,气体流量可以比铝合金的流量大一些达到10L/MIN左右,电源选用交直流氩弧焊机都可以,个人觉得交流要亮一些,直流要熔的快一些,焊丝选用黄铜氩弧焊丝比如威欧丁黄铜氩弧焊丝。










{kind=link}