

- 2025-02-17 16:27 714
- 产品价格:面议
- 发货地址:天津东丽 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:229159977公司编号:13678095
- 王伟 微信 18722280606
- 进入店铺 在线留言 QQ咨询 在线询价
焊接黄铜粉-气焊-激光焊接
- 相关产品:
可服务区域:全国品牌:威欧丁焊接方式:氩弧,气保焊,钎焊焊接金属总类:紫铜,黄铜,青铜,铬锆铜可否上门服务:可以提供产地:国产、进口种类:铜板材材质:W75 w85 w80
紫铜和纯银说三种采用的焊接方案:
方案一:采用高银钎料用气焊的方法解决,配合威欧丁201-F的焊膏焊接使用。
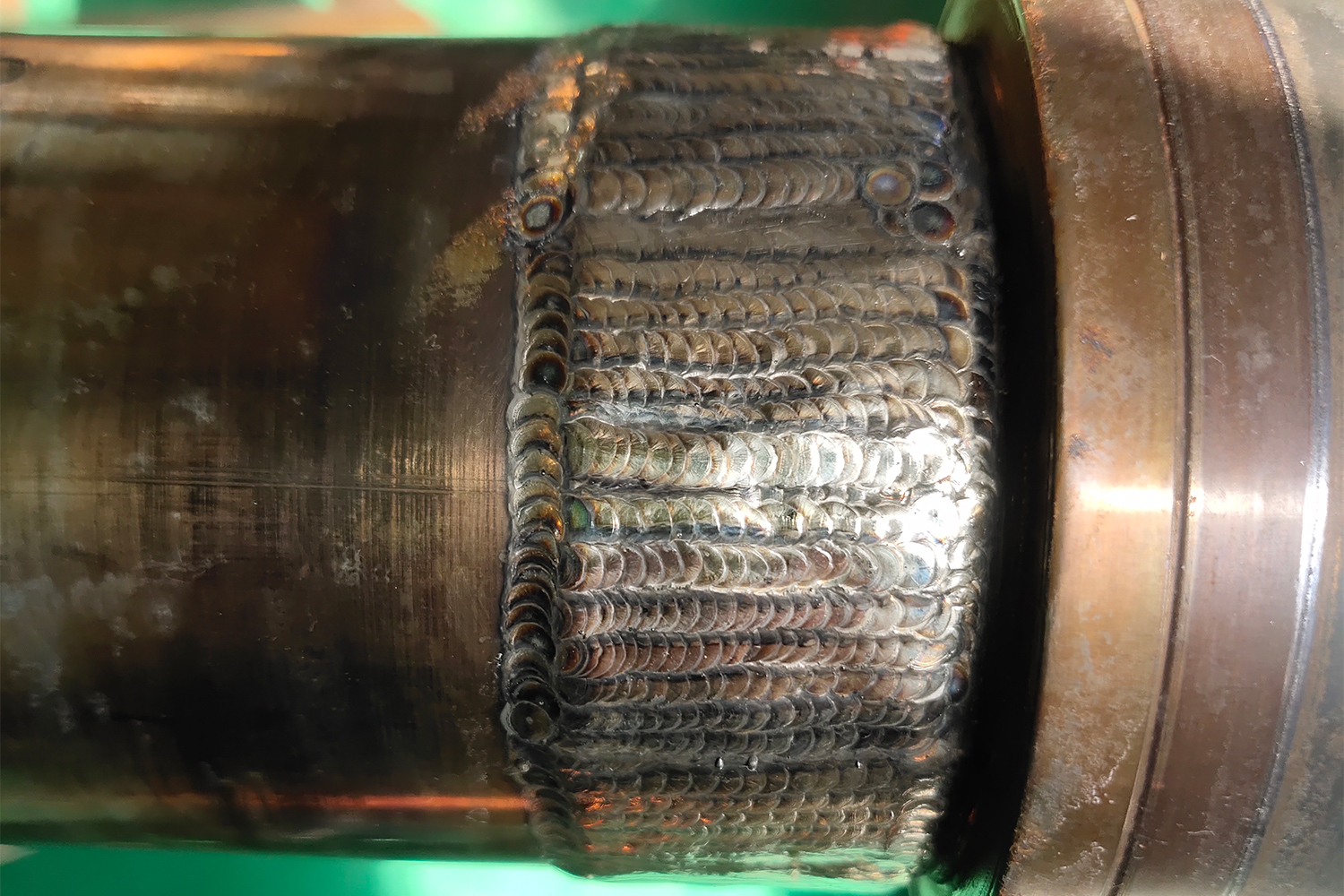
方案二:采用威欧丁紫铜氩弧焊丝,用直流氩弧机焊接,高纯氩气保护,流量在8-10之间。
方案三:采用威欧丁黄铜氩弧焊丝焊接,记住是黄铜氩弧焊丝,不是黄铜气焊焊丝,这个时候采用交流氩弧焊接,高纯氩气保护,气体流量6-8L/MIN左右。
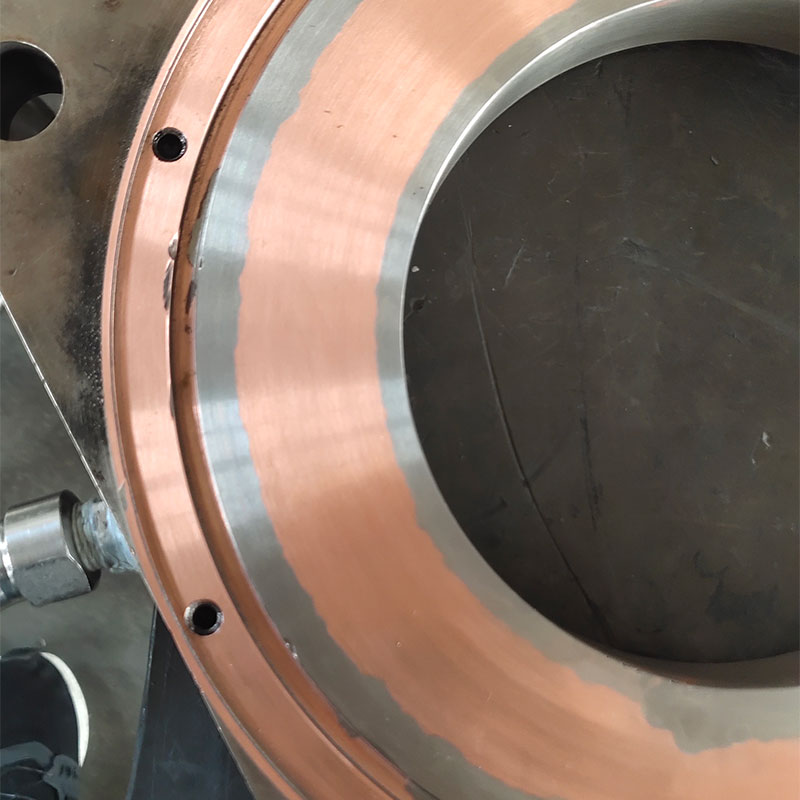
紫铜与紫铜焊接完全可以的,这个建议的是氩弧焊堆焊,威欧丁204的紫铜氩弧焊丝是个材料选择,直流氩弧焊焊接即可,但是你堆焊的厚度比较大如果是面积也比较大的话建议上气体保护焊机焊接,204的盘丝焊接,用直条还是盘丝取决于你的补焊区域大小
铜及铜合金氩弧焊的母体尺寸需要适合氩弧焊。比如焊接的尺寸,因为如果是直径很小的管或者很薄的板焊接,氩弧焊很难控制小件的熔池的时候就不如用火焰焊接来解决了,而稍微大件的紫铜或者黄铜件用钎焊比如火焰钎焊,高频钎焊焊接起来就会很困难,因为工件越大,散热越快,温度加热越不均匀,这个时候就比较适合用铜合金氩弧焊来焊接。
铜及铜合金氩弧焊需要在母体上可以形成熔池。如果采用TIG非熔化氩弧焊的时候,焊枪在母体上可以起弧顺利形成熔池才可以施焊,这个体现在某些铸件偏薄的情况下,一定要确保母体的熔池可以形成。








{kind=link}