

- 2025-04-15 16:27 704
- 产品价格:面议
- 发货地址:天津东丽 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:242526037公司编号:13678095
- 王伟 微信 18722280606
- 进入店铺 在线留言 QQ咨询 在线询价
真正的黄铜氩弧焊丝型号 耐磨
- 相关产品:
黄铜如果是薄壁管,又或者是稍微大点但是壁厚不太厚的黄铜管还是建议火焰焊接接头部位会比较好焊接,可以选用黄铜焊丝或者银焊丝焊接比如威欧丁203银焊丝。
如果黄铜是大厚件,当然就是氩弧或者手工电弧焊接是理想的,可以对做预热处理以后,黄铜选用威欧丁204S的黄铜氩弧焊丝,如果是手工电弧焊则选用WEWELDING461的电焊条焊接。
黄铜与不锈钢焊接常规的焊接就是火焰钎焊,一般选用银钎焊,比如可以用威欧丁203或者A203的两种焊丝焊接,不过焊接黄铜与不锈钢也需要配合助焊膏焊接的。
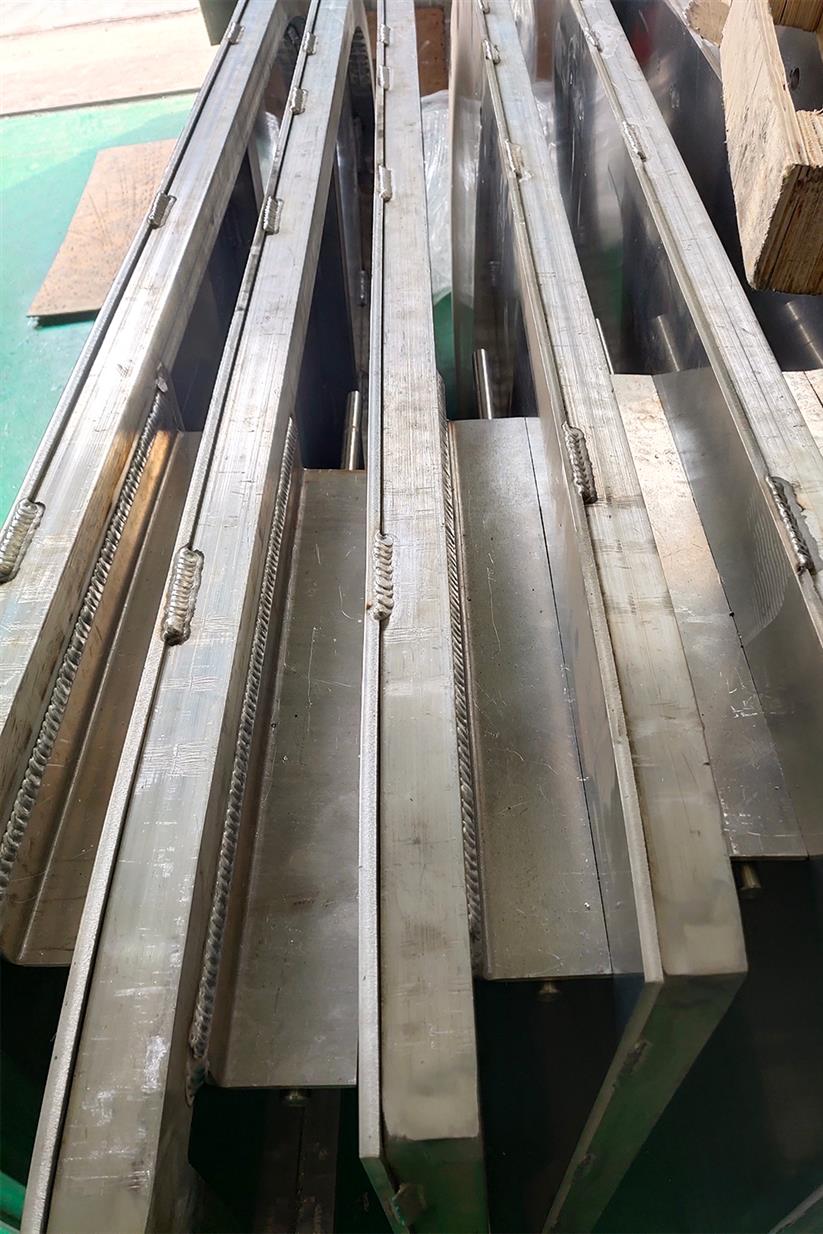
如果是大一些的结构件则可以选用适合黄铜与不锈钢异种焊接的黄铜氩弧焊丝焊接,比如在铜件厂常采用的威欧丁204S的黄铜氩弧焊丝可以考虑。
铜的阀体可以用氩弧的焊接方式焊接,不过这种一般是铸造件,可以选用适合铜合金铸件氩弧焊的黄铜氩弧焊丝,比如威欧丁黄铜氩弧焊丝,是一种氩弧焊用的黄铜焊丝,而非黄铜气焊钎焊的焊丝焊接。
应用:
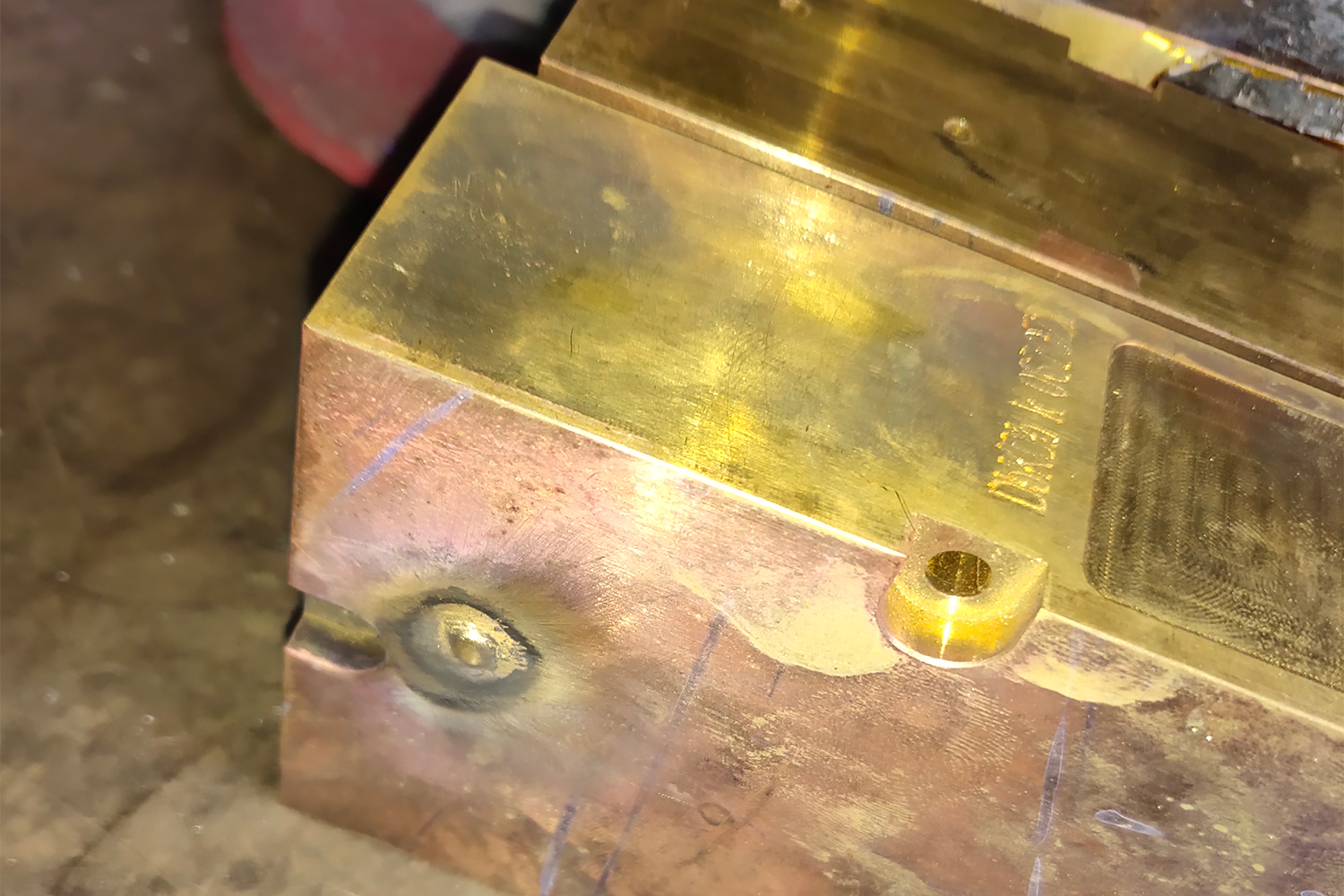
电气设备,脱氧的铜零件,板件,泵,阀,船用轴承部件,齿轮,铸件修理
技术参数:
导电率:6-7s.m/mm2
密度:8.7克/立方厘米
固相线:910℃
液相线:1040℃
抗拉强度:320-360N/mm2
延伸率:20-25%
硬度:80-85HB
注意事项:
1、工件焊接边缘和焊丝表面的氧化物,油等污物在焊接前必须清除干净,否则会引起气孔,夹渣等缺陷,使焊缝性能降低。
2、当氩弧焊焊接黄铜或者青铜时,因为母体本身的熔点比较低,所以对于特薄的管或者板材料焊接请确保可以正常形成熔池的前提下焊接。
3、对接接头板厚小于 3mm 时,不开坡口;板厚为 3~10mm 时,开 60°~70°V 型坡口;板厚大于 10mm 时,开 60°~70°X 型坡口。为避免未焊透,一般不留钝边。
4、焊前工件必须预热。板厚小于 3mm 预热温度为 150~300℃;板厚大于3mm 时,预热温度为 350~500℃。
5、进行 TIG 焊时用直流正性焊接。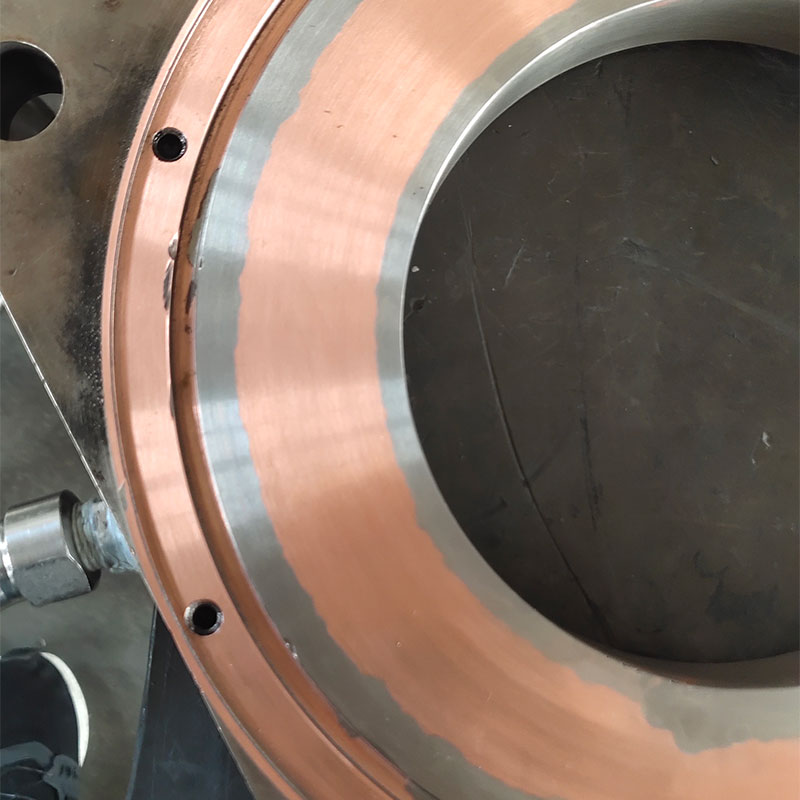
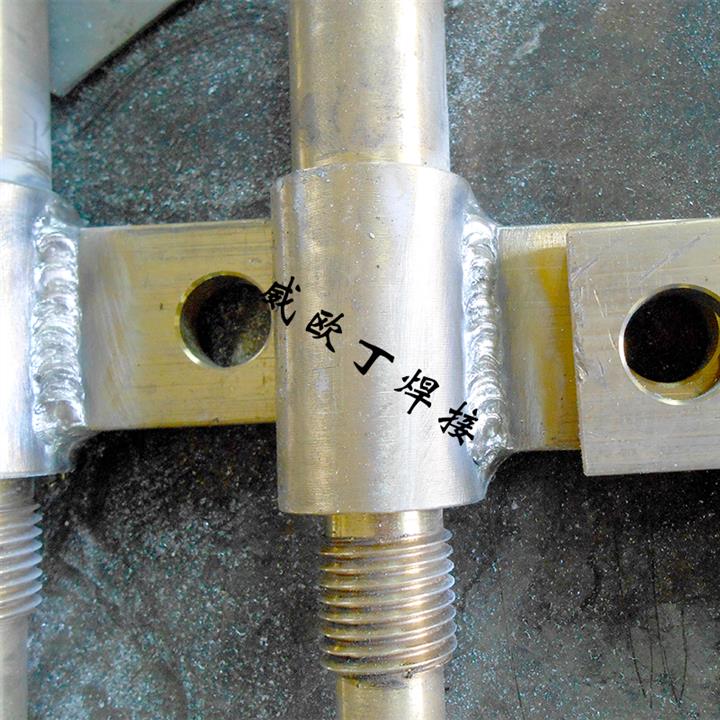
热镀锌扁钢和紫铜棒之间能焊接,这个的实质就是镀锌钢与紫铜的异种焊接,常规很多人会想起黄铜气焊,但是这种焊接费时费力,并且成型并不好,这种的焊接方法可以选用适合紫铜与镀锌钢管或者碳钢管焊接的黄铜氩弧焊丝,记住了,这个地方说的是黄铜氩弧焊丝,不是黄铜气焊焊丝,被很多装饰工程,或者中频率上的线圈铜管焊接用到的比如威欧丁204S黄铜氩弧焊丝焊接,如果是焊接的口比较长还可以用双脉冲气体保护焊机采用盘丝威欧丁204SM来焊接。







{kind=link}