

- 2025-03-31 16:27 684
- 产品价格:面议
- 发货地址:天津东丽 包装说明:不限
- 产品数量:9999.00 个产品规格:不限
- 信息编号:244021336公司编号:13678095
- 王伟 微信 18722280606
- 进入店铺 在线留言 QQ咨询 在线询价
不冒烟的黄铜氩弧焊丝规格 204S2 型号齐全
- 相关产品:
黄铜氩弧焊不是用普通的锡黄铜焊丝或者铁黄铜焊丝,如果是锡黄铜或者铁黄铜应该在很多五金店有的,如果是黄铜氩弧焊的话,可以咨询威欧丁焊接,有一款威欧丁204S黄铜氩弧焊丝表现就比较棒,可以分为氩弧TIG普通氩弧,也可以用MIG半自动氩弧焊。
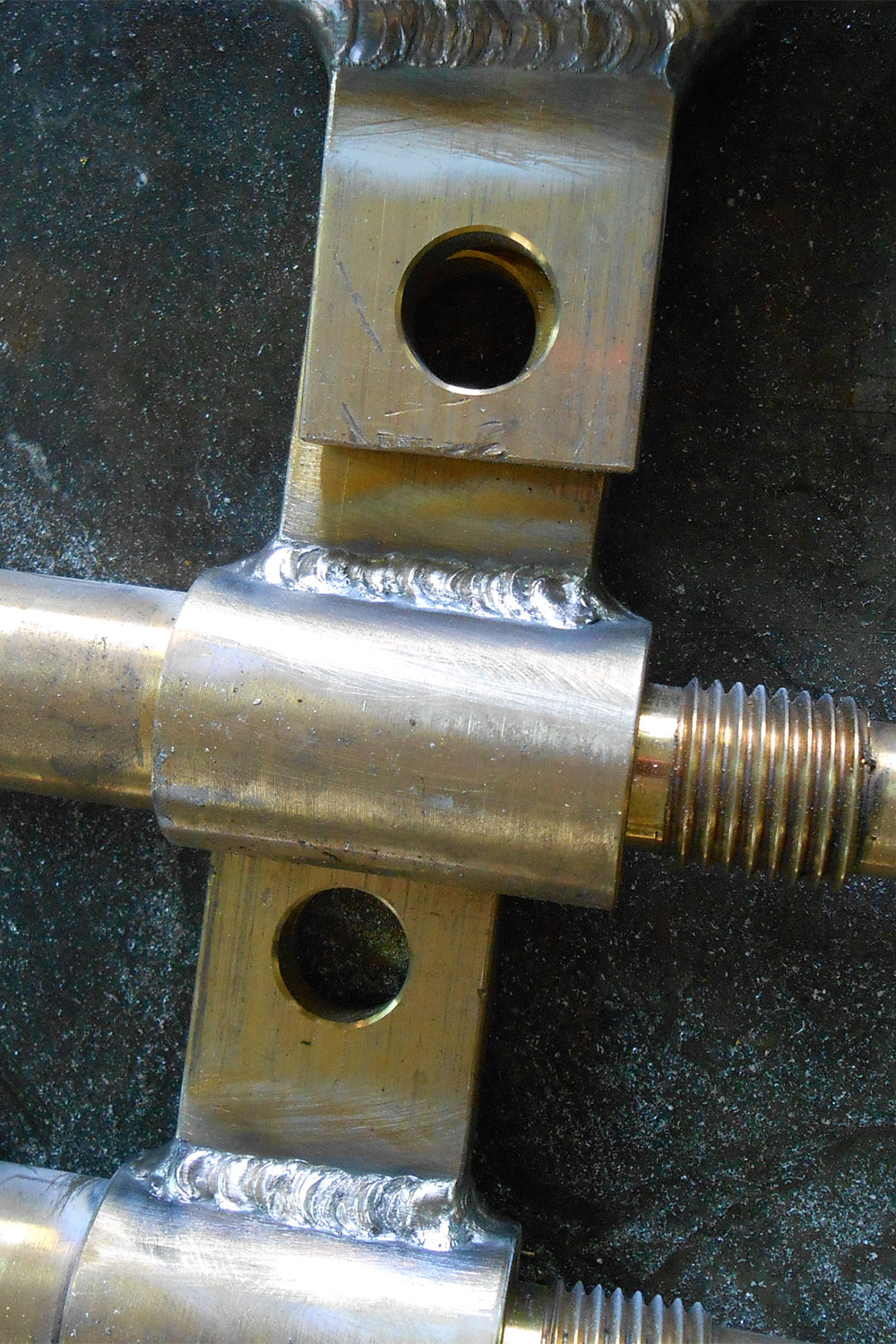
黄铜氩弧焊丝威欧丁204S可以替代火焰焊接解决包括青铜,黄铜,钢,铸铁,镀锌,镀锌铁,铜及上述金属之间的异种焊接,焊接效率比较高,尤其适合中厚黄铜,铸铁与铜,铜与不锈钢焊接,铸铁与不锈钢的异种焊接。
威欧丁黄铜氩弧焊丝使用注意事项:
1、工件焊接边缘和焊丝表面的氧化物,油等污物在焊接前必须清除干净,否 则会引起气孔,夹渣等缺陷,使焊缝性能降低。
2、当氩弧焊焊接黄铜或者青铜时,因为母体本身的熔点比较低,所以对于特薄的管或者板材料焊接请确保可以正常形成熔池的前提下焊接。
3、对接接头板厚小于 3mm 时,不开坡口;板厚为 3~10mm 时,开 60°~70 °V型坡口;板厚大于 10mm 时,开 60°~70°X 型坡口。为避免未焊透,一般 不留钝边。
4、焊前工件必须预热。板厚小于 3mm 预热温度为 150~300℃;板厚大于 3mm时,预热温度为 350~500℃。
5、进行 TIG 焊时用直流正性焊接。
黄铜如果是薄壁管,又或者是稍微大点但是壁厚不太厚的黄铜管还是建议火焰焊接接头部位会比较好焊接,可以选用黄铜焊丝或者银焊丝焊接比如威欧丁203银焊丝。
如果黄铜是大厚件,当然就是氩弧或者手工电弧焊接是理想的,可以对做预热处理以后,黄铜选用威欧丁204S的黄铜氩弧焊丝,如果是手工电弧焊则选用WEWELDING461的电焊条焊接。
焊接方法说黄铜和黄铜焊接主要还要根据焊接工件的大小尺寸及焊接要求来说,主要可以总结如下几点:
1,如果是小件的黄铜用品,比如黄铜关键,黄铜的小工艺件固定,则可以选用通用性比较好的黄铜焊丝。当然如果对于操作性有更加的要求则可以参考威欧丁203焊丝焊接的操作视频。
2、如果是有一定厚的的黄铜或者甚至是铸造件,则可以用氩弧焊焊接,通常很多师傅会错误选择黄铜比如HS221焊丝焊接,但是这种想法是错误的,这种焊接会冒烟比较厉害对身体有害不说,熔池也特别不清晰,干扰焊接,取代之运用广泛的是威欧丁204S黄铜氩弧焊丝。这个可以百度一下它的应用的一些介绍及视频。
焊接黄铜如果是氩弧焊接用黄铜钎料作为填充料就如楼主说的吸入太多的烟雾,头昏脑涨是必然,这种情况下真的要做好防护保护好自己的身体,但是根本的原因是要减少这种锌烧损,要控制焊丝锌的占比,比如用的威欧丁黄铜氩弧焊丝,就是减少了锌含量增加了增强流动性的元素成分,让氩弧焊接黄铜流动更加好,成型更加好。










{kind=link}