

- 2025-03-12 11:07 720
- 产品价格:面议
- 发货地址:广东深圳宝安区 包装说明:不限
- 产品数量:9999.00 台产品规格:不限
- 信息编号:262237503公司编号:14590769
- 张斌 微信 13424439633
- 进入店铺 在线留言 QQ咨询 在线询价
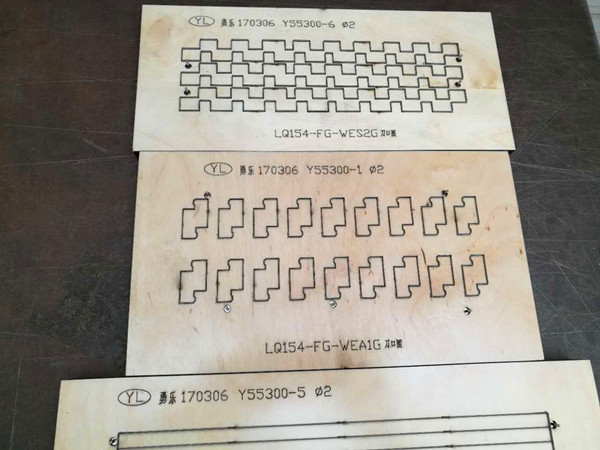
湘潭激光刀模切割设备型号 型号齐全
- 相关产品:
技术优势:1.采用脱机运动控制系统,无需连接PC操作,USB数据导入,可保存多个加工文档。2.高强度、高刚度的机械结构设计,数控运动非常稳定。3.采用美国进口聚焦镜和硅底镀金反射镜,光斑细,切割力强。4.配置带保护的工业冷却水系统,连续工作性能稳定。5.支持AI、BMP、PLT、DXF、DST(田岛绣花软件)等图形图像数据格式导入。6.支持田岛刺绣软件(TAJIMA)、CORELDRAW、PHOTOSHOP、AUTOCAD、各种服装CAD软件主要应用行业:鞋材、皮革服装、商标加工、绣花、广告装饰、木材加工、包装印刷、激光刀模、装潢装饰行业、印刷烫金模板、工艺礼品行业、电子电器行业、模型行业(建筑模型、航空航海模型、木制玩具)等。适用材料:布料、磁砖、纸板、纸张、皮革、PU革、商标绣花、塑料、橡胶、竹木制品、木材、有机玻璃、亚克力、玉石、皮革、贝壳、牛角、动物皮脂、双色板、竹木制品、ABS板、PVC板、纤维以及复合材料等非金属材料。
在竞争激烈、风云变幻的广告行业中,水晶字以其简单粗暴、美观有效的宣传效果成为广告行业中不可缺少的表现形式,广泛应用于店展柜眉头字、公司logo墙、标牌广告、门头店招牌、汽车商标等标识导向系统的制作。
水晶字是用化学药水将透明有机玻璃(亚克力)跟有色有机片粘合起来组合而成。成型时,可以将透明亚克力和有色有机片分开来雕刻,也可先用化学药水粘合后再一起雕刻,所以水晶字是双层的。众所周知,每一家企业都有其的商标LOGO,那么每一家企业的水晶字标识自然是的。由此可见水晶字定制市场巨大,个性化需求明显。
水晶字的加工方式有两种:传统刀模加工和激光切割技术
★ 传统加工
传统的加工一般采用模压、机械切割的方式,但这都属于粗加工、生产周期长 ,加工精度也不高。随着人们对产品加工精度和产品种类等要求不断提高,传统的加工方式明显满足不了水晶字巨大的市场定制需求。
★ 激光加工
近年来,广告行业受到个性化要求高和材料成本上升的双重压力,日益面临边缘化的处境。而高新技术亚克
力激光切割机采用无接触性加工和自动排版功能,能大程度地减轻加工变形,减少材料浪费。而且激光加工精度高、切缝无裂缝、切口平滑,一般无需后期处理,加工后水晶字透光度也更好。另外,激光还能制作出传统方式无法完成的图案和造型,因此,激光切割机已逐渐成为水晶字切割普遍的加工方式。
为满足广告行业市场需求,特思德整合了市场亚克力常用规格和常用幅面,打造出多款水晶字激光切割机,支持厚度高达30mm的切割需求,满足亚克力、导光板、有机玻璃、双色板等材料的高质量加工。
激光切割的应用
金属非金属激光切割机的机架需要有比较严格的生产要求,为了**能够长期稳定性,机架需通过钢焊接并进行火炼精加工。丝杆导轨安装平面需要龙门铣一次性加工,保证加工台面的平整度。
大屏操作面板设计风格和的控制软件,支持多种语言的操作平台,支持DXF格式文件的加工和切割,方便用户对操作步骤进行简化,快捷加工和生产。
金属非金属激光切割机广泛用用于模切板加工;碳钢、不锈钢等金属薄板的精密切割;亚克力板材切割、PVC激光切割、胶合板激光切割、密度板激光切割等各类非金属中厚板材的精密切割,是一款加工精度高、性能优良、运行稳定、适用面广、性价比高的多功能激光混切机。
随着市场的多元化,激光切割机广泛应用的前提下,多功能的切割需求变得越来越多,因此激光混切机的出现是顺应市场而生,而镭曼个性化/结构紧凑、功能多样、经济环保型激光加工设备也越来越受市场青睐。激光混切机是市场上公认的多功能激光数控设备,超越传统切割工艺并不断探索创新,给激光数控设备带来更好的发展未来。
激光切割机的原理和应用
激光切割机利用高能激光束作用于被加工材料、使其吸收激光能量而发生熔化、汽比、断裂等现象。从而达到切断材料的目的。激光切割机足目前激光在工业加工中应用范围大的一个领域;高功率的CO2激光器和Nd:YAG激光器的绝大部分用于激光切割机。
优点
与其它常用的切割机方法相比,激光切割机有以下优点;
1.切割质量方面
(1)激光切割切缝窄,可以节约原材料,
(2)切缝垂直度好,表面光洁。无需后续再加工工序及清洁处理即可用于零件成形和焊接;
(3)切边刺,无机械应力.热影响区小,基本无变形
(4)激光切割的深宽比大.对金属材料可达20:1左右,对非金属材料可达100:1以上。
2.切割过程方面
(1)激光切割速度快。噪声低。
(2)切割过程中无“”磨损问题,适台于所有材料;
从激光切割各种材料的物理过程来看.激光切割大致分为以下六类;
1 汽化切割
汽化切割,指被加工材料的去除主要是通过使材料汽化的方式进行的。在汽化切割过程中,工件表而在聚焦激光束的作用下;,温度迅速上升到汽化温度,材料大量汽化,形成的高压蒸气以超音速向外喷射。同时在激光作用区内形成“孔洞”,激光束在孔洞内多次反射又使材料对激光的吸收丰迅速提高。
在高压蒸气高速喷射的过程中,切缝内的熔融物被同时从切缝处吹走,直至将工件切断。内于汽化切割主要靠使材料汽化的方式进行,因此所需的功率密度很高,一般应达到每平方厘米就有10的八次方瓦以上。汽化切割是激光切割 一些低燃点材料(如木材、碳和某些塑料)以及难熔性材料(如陶瓷等)时常采月的方法。用脉冲激光器切割材料时也多采用汽化切割的方法。
2.熔化切割
在激光切割过程中,如果增加一个与激光束同轴的吹气系统,使切割过程中熔融物的去除不是单靠材料汽化本身,而主要是依靠高速气流的吹动作用,将熔融物连续不断地从切缝中吹走,这样的切割过程称为熔化切割。
在熔化切割过程中,工件温度不再需要被加热到汽化温度以上,因此所需的激光功率密度可大大降低。由材料熔化与汽化的潜热比可知,熔化切割所需激光功率仅为汽化切割方法的1/10。
3.反应熔化切割
在熔化切割中.如果气流不仅仅是把切缝内的熔融物吹走,而且还能够与工件发生改热反应,使切割过程增加另-热源,这样的切割称为反应熔化切割。通常能与工件发生反应的气体是氧气或含有氧气的混合气休。
当工件表面温度达到燃点温度时,就会发生强烈的燃烧放热反应,可大大提高激光切割的能力。对于低碳钢和不锈钢,燃烧放热反应提供的能量是60%。对于钛等活性金属,燃烧提供的能量大约是90%。
因此,反应熔化切割与激光汽化切割、-般熔化切割相比,所需的激光功率密度更低,仅为汽化切割的1/20,熔化切割的1/2。然而,在反应熔化切割中,内于燃烧反应会使材料表面发生一些化学变化,从而对工件的性能会有影响。
例如对于钛.在切缝边缘会形成非常硬的氧化层,该氧化层易破裂,影响很严重,对于低碳钢,除了在切口表面形成一层很薄的改性氧化层外.其它影响很小。而且,这种氧化物熔渣的。流动性较好。不像金属熔渣那样紧附在基体金属之上。对于不诱钢.生成的氧化物主要出由高熔点材料组成。
4.热应力切割
脆性材料在激光束的加热下.其表面易产生较大的应力.从而能够整齐、迅油地通过激光加热的应力点引起断裂.这样的切割过程称为激光热应力切割。热应力切割的机理为:激光束加热脆性材料的某一区域.使其产生明显的温度梯度。
工件表面温度较高要发生膨胀.而工件内层温度较低要阻碍膨胀,结果在工件表面产生拉应力.内层产生径向的挤压应力。当这两种应力超过工件本身的断裂限强度时。便会在工件上出现裂纹。出于这种裂纹的发展。
使得工件沿裂纹断开。热应力切割的速度-股为m/s量级。这种切割方法适用于切割玻璃、陶瓷等材料.实验表面热应力切割玻璃的效果非常好.切割速度、切边质量和精度郁很高。热应力切割所需的激光功率很小。功率太高会引起工件表面熔化。并破坏切边质量。
5.激光划片
这种方法主要用于:半导体材料;利用功率密度很高的激光束在半导体构料工件表面划出-个个浅的沟槽,由于这种沟槽削弱了半导体材料的结合力.可通达机械的方法或振动的方法使其断裂。激光划片的质量用表面碎片和热影响区的大小来衡量。
6冷切割
这是一种新型加工方法,是随着近几年紫外波段的高功率准分子激光器的出现而提出来的。 它的基本原理:紫外光子的能量同许多有机材料的结合能相近,用这样的高能光子去撞击有机材料的结合键并使其破裂。从而达到切割的目的。这种新技术具有广阔的应用前景,持别是在电子行业中的应用会很广。










{kind=link}